
 ?
?




新聞中心
聯(lián)系我們
?
淄博魯寶金屬制品有限公司
地 址:淄博市昆侖鎮(zhèn)西郊工業(yè)園
聯(lián)系電話:0533-5766477
聯(lián)系人:馬經(jīng)理
手機:15564373666
?



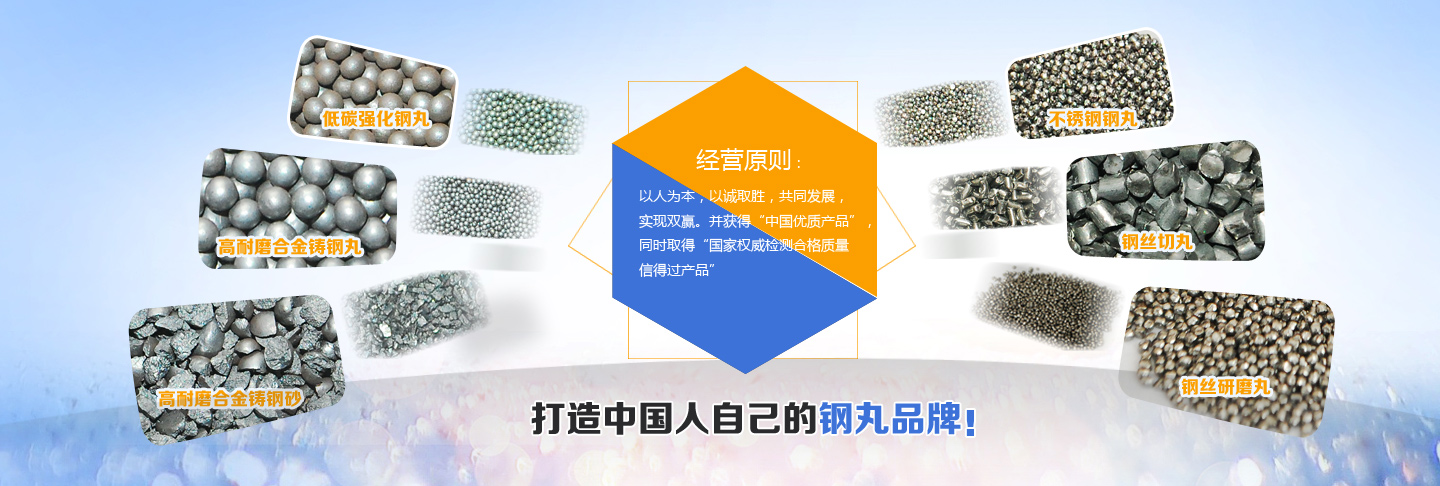
打造中國人自己的鋼丸品牌!
Copyright ? 2015 淄博魯寶金屬制品有限公司 All Rights Reserved? 高級網(wǎng)絡(luò)?提供技術(shù)支持 ?魯ICP備15043465號-1?????????????????????????????????????????????????????????????? 地址:淄博市昆侖鎮(zhèn)西郊工業(yè)園
?
-
QQ咨詢
- 在線咨詢
-
消息")
-
-
電話咨詢
- 0533-5762077